





关键词 |
钢丝绳芯输送带接头胶料 |
面向地区 |
全国 |
钢丝绳芯输送带接头胶料胶浆的备制
胶浆也可用芯胶胶片和120#汽油自己制做。胶料:汽油:1:3。制胶糊时,将胶片剪成小块放入汽油中,搅拌至完全溶解为止。为防止溶剂汽油过量挥发,每次搅拌后要将胶糊桶盖好,胶糊一般宜在接头天配制。
钢丝绳芯输送带接头胶料注意:
(一)钢丝绳芯输送带接头胶料硫化接头用汽油采用120#溶剂汽油或120#航空汽油,严禁用低标号或劣质汽油替代。
(二)若剥离钢丝绳发现附胶和钢丝绳已分离(即俗称的“离骨”),钢丝绳芯输送带接头胶料将钢丝绳上的附胶除净,用120#汽油清洗干净。涂刷胶浆次数要比钢丝绳上有附胶时多三次以上。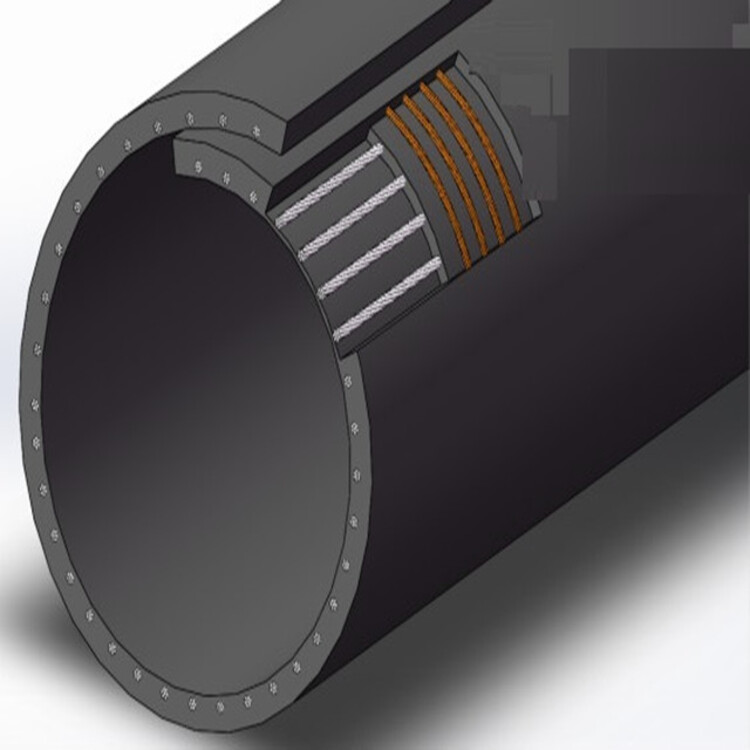
钢丝绳芯输送带接头胶料:钢丝绳芯输送带接头胶料胶料包括复盖胶(面胶),芯胶和胶浆。为硫化接头质量,钢丝绳芯输送带接头胶料胶料一般应选用原皮带厂胶料。若采用其它厂的钢丝绳芯输送带接头胶料胶料,事先做一个硫化接头送部门进行抗拉强度测试,符合要求后方可使用。
钢丝绳芯输送带接头胶料胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无油脂类物质污染),外观无异常变化,可直接使用。若存放期超过三个月,使用前必需进行鉴定(胶料的鉴别见附2),确认未失效后方可使用。
钢丝绳芯输送带接头胶料硫化场地的选择
钢丝绳芯输送带接头胶料硫化接头地点要选择在峒室(巷道)宽敞平坦、运输便利、风速小、空气中湿度小、温度低、煤尘少的地方。钢丝绳芯输送带接头胶料硫化接头班应对硫化点前后20米的巷道进行冲尘处理,并尽可能的在硫化点上方搭建一掩棚。严禁在顶板破碎、淋水、煤尘大、风速大、湿度大的地方硫化接头。
钢丝绳芯输送带接头胶料固定皮带、搭建工作台
若对使用中的皮带重新做头,应将待硫化接头的皮带移至硫化点,先用皮带卡子将一侧皮带固定好,然后提皮带,使接头处存在有足够接头用的富裕皮带。后再将另一侧皮带固定好。固定皮带的卡子要足够多,确保皮带不会滑动。