





关键词 |
阳江制造钢丝绳芯输送带接头胶料,茂名钢丝绳芯输送带接头胶料,娄底钢丝绳芯输送带接头胶料,娄底从事钢丝绳芯输送带接头胶料 |
面向地区 |
全国 |
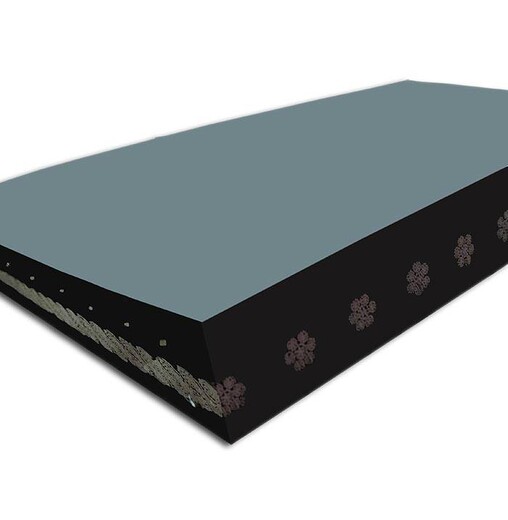
钢丝绳芯输送带接头胶料
(一)钢丝绳芯输送带接头胶料硫化时升温要连续,整个升温时间应不超过50分钟。
(二)钢丝绳芯输送带接头胶料硫化过程中由于胶质软化后胶料凸凹互补以及加压渗水等原因,压力会不断下降。因此,不断补充压力以保持压力恒定。
(三)钢丝绳芯输送带接头胶料硫化后冷却过程采用自然冷却,严禁采用往硫化器上浇水强制冷却的办法。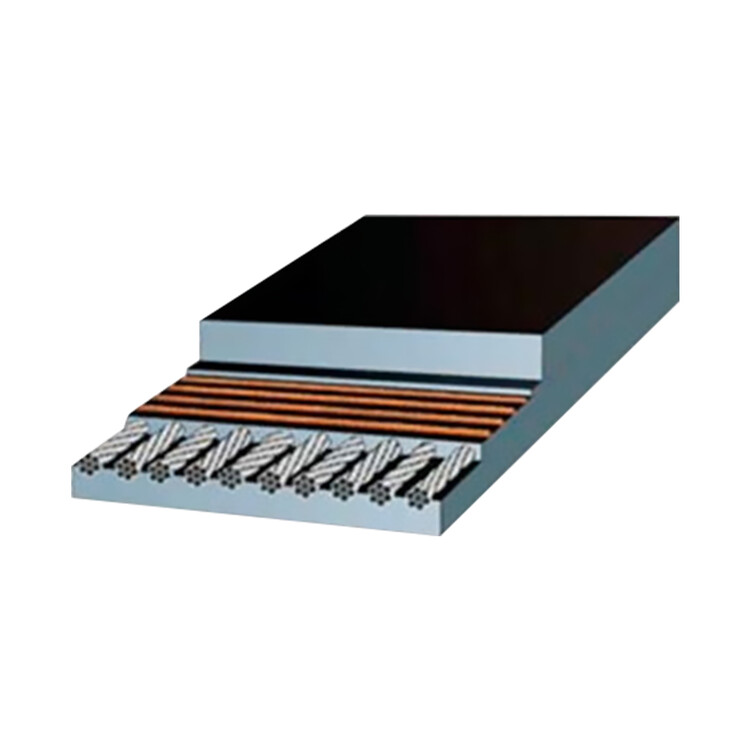
钢丝绳芯输送带接头胶料硫化场地的选择
钢丝绳芯输送带接头胶料硫化接头地点要选择在峒室(巷道)宽敞平坦、运输便利、风速小、空气中湿度小、温度低、煤尘少的地方。钢丝绳芯输送带接头胶料硫化接头班应对硫化点前后20米的巷道进行冲尘处理,并尽可能的在硫化点上方搭建一掩棚。严禁在顶板破碎、淋水、煤尘大、风速大、湿度大的地方硫化接头。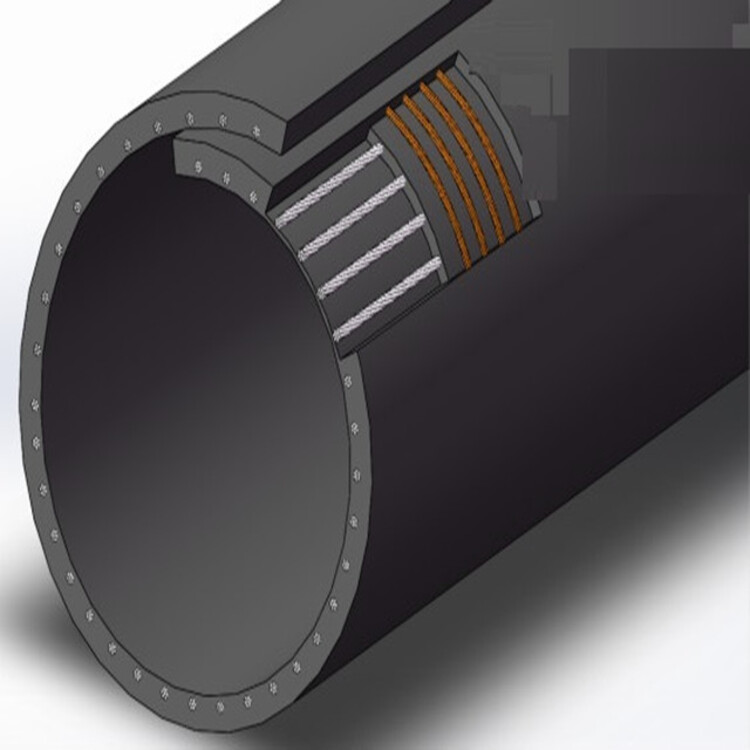
钢丝绳芯输送带接头胶料固定皮带、搭建工作台
若对使用中的皮带重新做头,应将待硫化接头的皮带移至硫化点,先用皮带卡子将一侧皮带固定好,然后提皮带,使接头处存在有足够接头用的富裕皮带。后再将另一侧皮带固定好。固定皮带的卡子要足够多,确保皮带不会滑动。